金江津酒的研究(下)
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
|
|
|



3.試驗方法
3.1 發酵池材料和發酵周期的試驗
在德感酒廠生產車間的發酵池內,分別用陶磚、瓷磚和石料各砌4個發酵池,用同等操作方法和配料進行發酵試驗(見表3)。
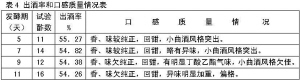
3.1.1 出酒率和白酒口感質量情況(見表4)
從表4可以看出,5天發酵出酒率和口感質量均較好,隨著發酵期的延長,出酒率逐步下降,白酒異味加重。經分析,從7天發酵開始出現丁酸乙酯(見表5)。
注:表5系在整個試驗中丁酸乙酯出現的酢數。
3.1.2 發酵池材料與白酒感觀質量的影響(見表6)
從表6可以看出,石材發酵池5天發酵酒質口感較好,符合清香型基礎酒質量的要求。
3.1.3 各發酵周期和發酵池材料與主要微量成分的關系
3.1.3.1 5天發酵(見表7)
從表7可以看出,5天發酵石材和瓷磚乙酸乙酯含量最高,其它指標無明顯變化。
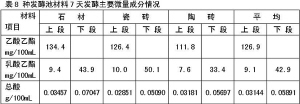
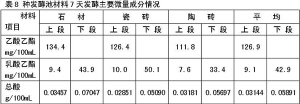
3.1.3.2 7天發酵(見表8)
從表8可以看出,在7天發酵中,酯、酸含量均有上升,石材含量最高。
3.1.3.3 9天發酵(見表9)
從表9可以看出,主要成分中乙酸乙酯繼續上升,但石材含量仍最高。
3.1.3.4 11天發酵(見表10)
從表10可以看出,主要成分中乙酸乙酯繼續上升,但石材含量仍最高。
從表4-表10可以得出,在5天發酵期的時候,石材口感質量最好,出酒率最高。但隨著發酵期的延長,各酯酸成分逐漸遞增(石材發酵池均為最高),但上升的幅度很小。經品嘗鑒定,隨著發酵期的延長,白酒異雜味逐漸增加,同時,出酒率逐漸下降,所以,選擇石材發酵池5天發酵是較為合理的。
3.2 生香酵母培養應用試驗
3.2.1 生香酵母窖內發酵試驗
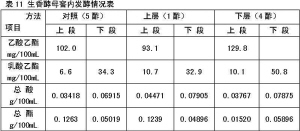
取250kg混合糟,接入固體生香酵母10.6億/g,10kg分別于發酵池的上層和下層7天發酵試驗(見表11)。
從表11可以看出,窖內發酵乙酸乙酯、乳酯乙酯和總酸上升幅度很小,說明生香酵母入窖發酵這一方法達不到該項目提高乙酸乙酯含量的要求。
3.2.2 對生香酵母產酯的變化情況進行監測分析
將1kg固體生香酵母用10倍5%的麥芽糖水活化24小時,裝窖前與混合糟混勻入窖發酵,每 24小時取樣一次,于實驗室蒸餾分析。
方法是:稱取樣品250g,加水250mL,接取蒸餾液100mL,分析結果見表12。
從表12可以看出,在發酵過程中, 乙酸乙酯的最大值是48小時,以后逐漸下降。乳酸乙酯和總酸隨時間延長而增加。這說明48小時以后發酵池內氧氣基本耗盡,使生香酵母老化而無法進行酯的代謝,溫度繼續上升加上酯又被分解而逐漸下降。所以,生香酵母入窖發酵在川發小曲酒生產工藝中提高乙酸乙酯含量是不可行的。
3.2.3 利用丟糟培養固體香醅(見圖1)
3.2.3.1 生香酵母活化
將固體生香酵母用33℃熱水溶解加水,稀釋至1:10,保溫33℃活化半小時,或取出甑時蒸好的熟糧3kg,加糖化酶70℃保溫糖化2小時后,加水調至35℃左右,接入生香酵母200g活化10小時備用。
3.2.3.2 培養基的制備
取丟糟150kg與10kg高粱粉拌勻于烤酒后蒸熟(最好掌握在淀粉濃度8%,酸度0.9左右,水分50-55%為宜),冷卻至60-70℃時加糖化酶250g保溫糖化2小時。
3.2.3.3 接種
將培養基冷卻至27℃左右,接入已活化好的生香酵母液拌勻堆積。
3.2.3.4 培養
接種堆積4小時后品溫開始上升,9小時后品溫達32℃,此時可酌情翻造,使其吸氧均勻,同時降低品溫,視室溫高低掌握厚度。在整個培養過程中,品溫不得超過35℃,培養14小時以后,香醅具有濃郁的乙酸乙酯香味,此時即可使用,或控制溫度備用。
3.2.3.5 串蒸
蒸酒時,將培養成熟的香醅于甑子上層串蒸,每甑串香醅150-200kg ,分上、中、下三段摘酒貯存,串蒸效果見表13。
從表13可以看出,通過香醅串蒸可大幅度提高乙酸乙酯的含量。
3.3 調味酒生產
3.3.1 輪底發酵
生產特殊成分含量的調味酒。將投料600kg的發酵池蒸酒時取二分之一蒸餾,然后再投料300kg入窖發酵,使其原發酵池內的發酵糟再發酵一個周期進行蒸餾,該酒醇厚,香味特濃,理化分析見表14。
從表14可以看出,乳酸乙酯顯著提高,可作調味酒使用。
3.3.2 利用黃水發酵制作調味酒
取黃水200kg盛于酒缸內,加曲使其繼續發酵。由于黃水中含產酸酯的各種微生物均比較豐富,經補充養料加曲發酵后,蒸餾時根據所需餾分取液,該液香味、酸味均很純正,可增加成品酒的酸度和酒的豐滿醇厚感,是理想的調味酒。
3.3.3 采用大、小曲混合發酵制取調味酒
在小曲酒生產入窖時,加20%的大曲入窖,采用高溫長發酵制取高酯、高酸、微量成分復雜的調味酒。
3.4 勾兌
川法小曲酒生產歷來都被人們認為是“土酒”,檔次低,致使生產人員在研究勾兌方面重視不夠,沒有形成系統的勾兌工藝。所以,產品質量不穩定,口感方面邪雜味較重。根據方案要求,在保持小曲酒固有風格的前提下,大幅度提高酸、酯等香味成分的含量,達到全面提高酒質的目的。
根據以上試驗生產的白酒,組合勾兌可任意增加和減少幾大酸酯的含量,但香味成分的含量又不是越多越好。多了,香味過頭、偏格;少了,酒體淡。有些微量成分在萬分之一或十萬分之一的含量時,口感均會發生明顯的變化,要使產品質量穩定,就必須對酒體進行設計,確定最佳配方(即數學模型)。我們將各種餾分的酒和調味酒經貯存老熟后,逐一進行色譜分析,經若干次小型試驗,找出了最佳配方。同時經反復試驗,找出了控制范圍,制定數學模型,然后將生產的各種酒進行批量組合,勾調成“金江津”系列酒,理化指標含量見表15。
從表15可以看出,“金江津”酒與原“幾江”白酒比較,主要香味成分和總酸大幅度提高,其它微量成分也相應增加,達到了預期的目的。
4.結論與討論
4.1 試驗證明,川法小曲白酒確定5天發酵期,不管是從經濟效益還是從酒的質量方面來看,都是可行的。由于川法小曲酒生產設備和環境條件比較差,再加上續糟、地箱培菌等原因,容易造成雜菌感染,所以延長發酵期,會使白酒異味加重。
4.2 采用石材做發酵池,比其它材料做發酵池酒的口感質量好,這可能與材料的密度和微生物的繁殖有關。
4.3 以生香酵母菌種,采用丟糟做培養基,培養固體香醅串蒸,能大幅度提高白酒乙酸乙酯含量,其方法簡單,成本低廉,容易掌握,便于推廣。
4.4 完善了川法小曲酒生產勾兌工藝,從而保證了白酒質量的穩定,為微機勾兌,科學管理,奠定了基礎。
4.5 采用該方法生產的“金江津”系列酒,沒有改變工藝流程,對出酒率無任何影響。徹底解決了小曲酒邪雜味重的缺陷,在保留小曲酒固有風格的前提下,提高了產品的質量檔次,由于設備的改變,還可節約費用,經濟效益顯著。
4.6 由于當時檢測設備有限,高沸點以及酸類物質尚未檢測。
4.7 在試驗過程中,發現有己酸乙酯和丁酸乙酯的生成,除發酵期長以外,可能與清潔衛生和泥蓋密封有關。在生產中,除窖池底部必須改用石材外,剩余部分可采用其它封窖材料,避免糟醅與泥的接觸。