以野生植物和農作物秸稈為原料采用稀酸常壓固定水解法生產酒精
一、實施內容與特點
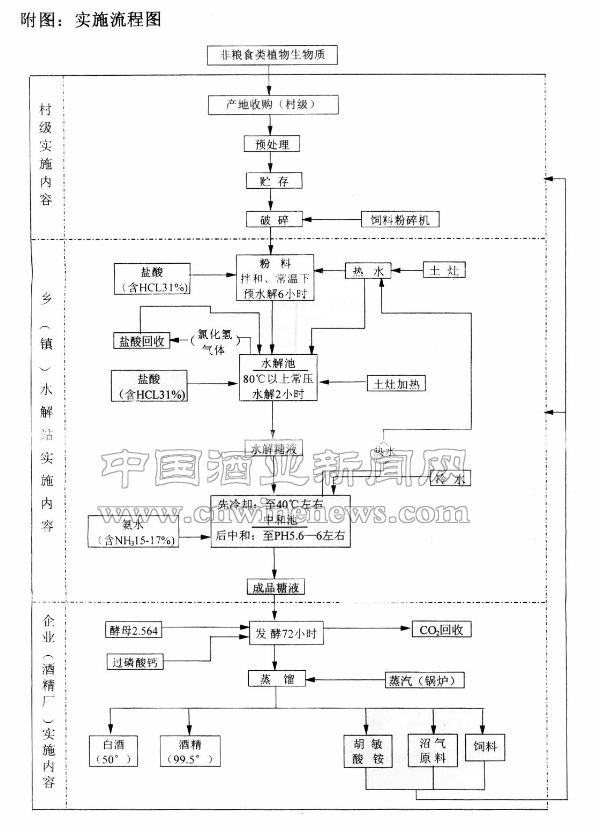
1.本方案的實施內容是以含多糖的野生植物和農作物秸稈為原料,經去雜破碎,稀鹽酸常壓水解,氨水中和水解糖液,然后加入酵母,經發酵、蒸餾、制取酒精并開展糟液和CO2綜合利用的非糧食類植物生物質利用辦法。
2.本方案具有以下特點:
(1)本方案擬定的技術路線和工藝方法可廣泛用于含多糖的,尤其是半纖維素含量高的野生植物和農作物秸稈生產酒精及糟液,CO2的綜合利用。
(2)廠房、設備簡單,操作技術易掌握,適于普及。
(3)以鹽酸(含HCL31%)為催化劑,氨水(含NH15-17%)作中和劑,過磷酸鈣為營養鹽,采用2.564假絲酵母發酵生產。
(4)耐酸堿容器均采用青石板或鑄石板搪砌。
(5)本方案充分體現了綠色化學在植物生物質利用方面的可能性和可行性。整個生產過程中,鹽酸回收、循環使用,氨水既起中和作用,又使糟液成為一種新的有機氮肥源——肥敏酸銨。CO2則回收利用。故無有害物質進入自然生態循環。
(6)社會效果和綜合經濟效益高于以糧食為原料的酶介法酒精生產。
二、實施流程(見附圖)
三、實施方法
1.廠房:除酒精生產車間外,水解工段可用土坯房、棚屋或磚混平房。
2.主要設備:
(1)鹽酸貯池和回收池、氨水貯槽、水解鍋甑壁、中和池等耐酸堿容器外層用黃泥夯實,中層用鋼筋水泥預制,內用青石板或鑄石板搪砌。
(2)水解底鍋、水解鍋甑蓋和過氣管及冷卻管用不銹鋼材料制作。
(3)供熱:土灶(水解工段)。
(4)酒精廠設計與裝備同傳統酒精生產廠。
3.原料收購、貯存:產地設點,就地收購、驗收、貯存。
4.工藝:
(1)破碎:用錘擊式飼料粉碎機粉碎。
(2)水解:粉料先用稀鹽酸(6%以上)拌和,常溫下預水解6小時,而后入水解鍋,按液比數加入適量鹽酸、熱水。用土灶加熱至80℃以上,常壓水解2小時,然后將水解糖液放入中和池中冷卻至40℃以上。
(3)中和:慢慢往已冷卻的水解糖液中加入氨水至PH5.6-6時止。
(4)發酵:待水解糖液冷卻至32-35℃時,放入發酵罐(池),同時加入繁殖旺盛的2.564假絲酵母和過磷酸鈣,發酵72小時。
(5)蒸餾:同常法。
5.糟液、CO2的利用和處理:略。
四、釋疑與說明
1.經濟效益:應用本方案生產的非糧食類植物生物質酒精所產生的綜合經濟效益,將高于以糧食為原料,采用酶介法生產的酒精。因為:(1)廠房設備投資少;(2)催化劑能多次循環利用,中和劑具有雙重經濟價值;(3)糟液和CO2經回收和綜合利用后,可降低成本;(4)不用糖化曲;(5)采用分工實施、逐級消化的生產組織模式,使原料、半成品的運輸量和運費及預處理費用得以逐級遞減。上述五點的累加效應足以抵消非糧食類植物生物質產品得率低、原料運費高的缺憾。事實也可以證明這一點,據一九七二年十月原金華地區釀酒協作組統計,傳統酶法生產的金剛刺根白酒(50°)平均成本為920元/噸,而原創性的稀酸常壓固定水解法生產成本只837元/噸。
2.產品質量:上世紀七十年代試產期間,就有多人多次提出水解法生產的酒精、白酒是否可食用的問題。為此,試產的酒精、白酒多次被省、市縣衛生防疫部門采樣檢測,后確信不但可食用,還因酒中溶有微量銨鹽而有止咳化痰的醫療效用。現摘錄浙江省原金華地區防疫站一九七三年358號檢驗報告如下:
色:清澈透明,無色、無混濁與沉淀物質。
香:香氣正常。
味:無異雜味。
鉛(以Pb計):小于1mg/L 砷:小于1mg/L
乙醇:50%(論容) 甲醇(g/100ml):<0.04
銨鹽:微量 什醇油:<0.2%
氯化物:未檢出
3.催化劑問題:應用鹽酸為水解催化劑,原因有:(1)鹽酸催化效率高于硫酸;(2)價格低于硫酸五分之一;(3)可回收重新使用;(4)使糟液不“廢”,能綜合利用。
4.中和用氨水問題:理由是:(1)堿性;(2)價格低、來源豐富;(3)中和后的水解糖液潔凈,酒精蒸餾塔不結垢;(4)在整個生產過程中,氨水除起中和作用外,還因中和后,水解糖液中的氯化銨發生可逆化學反應,蒸餾時溶于水和糟液中,從而使酒具有一定的醫療效用,使糟液成為含氮量達0.7-1.2%的胡敏酸銨,或沼氣原料。
5.青石板和鑄石板耐酸堿性與價格問題:
筆者在原浙江省常山縣酒廠多次試用本地產的青石板浸入濃鹽酸、濃硫酸和30%的氫氧化鈉溶液中,在常溫下觀察一星期,青石板性質不變,外形無損蝕。鑄石板也可用,但價格比青石板貴。
據近期了解,10m3不銹鋼鹽酸貯槽造價約6.38萬元左右,而同容積的青石板貯池造價只0.28萬元左右。兩者相比,前者價格是后者的22倍。實踐證明,青石板是一種價廉物美、搪砌耐酸堿容器的理想材料。